圧縮強度とは、上から荷重をかけたとき単位面積当たりどのくらいの荷重まで破壊されずに耐えられるかを示す強度です。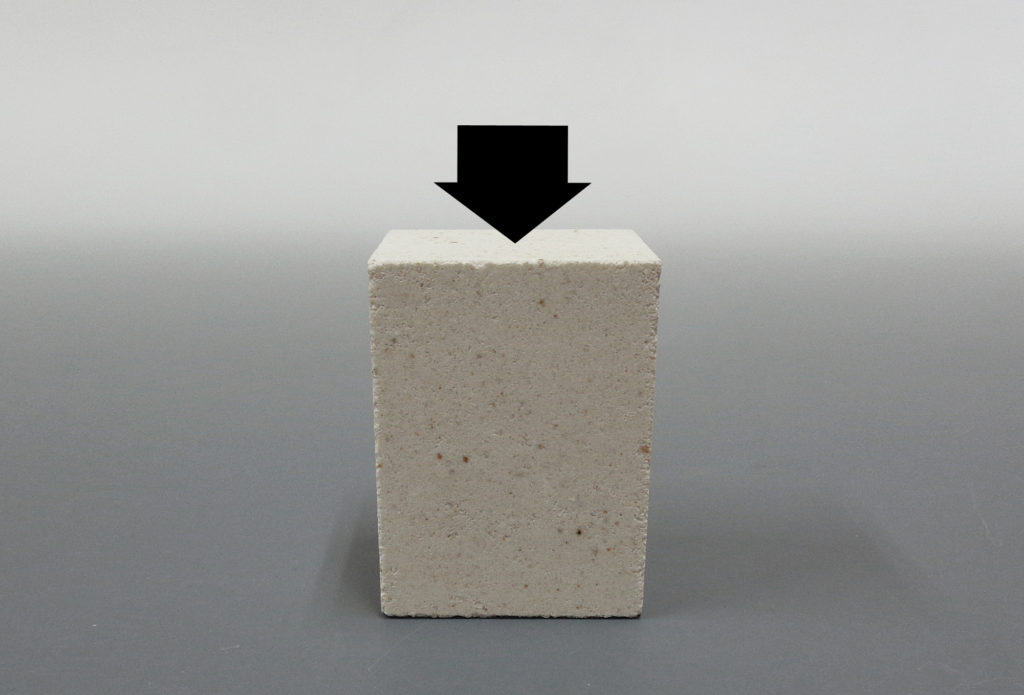
例えば上の写真の様なムライト製支柱の圧縮強度は約680kgf/㎠(室温)という数値になりますが、これはある試験片を上下面研磨し、専用機器にて測定した結果の一つであり、実際の現場での支柱がその数値まで耐えられるかという話になるとまた微妙に違ってきます。
例えば実際の支柱の接地面や支柱が接する相手の接触面が平滑でなく凸部がある場合は荷重がそこに集中し早く破壊されますし、支柱の高さが高い場合は中央部から亀裂が発生する確率が上がりそこから早く破壊が起きたりしますので、各種耐火物のデータ表などに出ている圧縮強度の数値は保証値ではなくあくまでも目安です。実際の耐火物の強度を知りたい場合は実際にその物を専用機器にかけ測定するのが一番正確です。この件の関連記事はこちらです。
 約100mの長さのトンネル炉を10時間以上かけて台車が通り瓦は焼成されます。一つの台車はちょっとした小部屋くらいもの大きさがあります。
約100mの長さのトンネル炉を10時間以上かけて台車が通り瓦は焼成されます。一つの台車はちょっとした小部屋くらいもの大きさがあります。












