常圧焼結SiC(S-SiC)は、SiC(炭化ケイ素)耐火物類の中では最も新しい素材であり、強度、熱伝導率、耐熱衝撃(耐ヒートショック)性は他のどのSiC耐火物よりも良く、最高使用温度も1650℃と一番高く、高温での耐酸化性能も最も優れています。 名称の由来は、本来は超高圧でないと焼結しないSiCを、微粉末SiCに焼結補助剤を添加する事で、加圧する事無く高温で焼成し緻密化・焼結して作る為「常圧焼結SiC」です(Pressuerless Sintered SiC)。最も高機能なSiC耐火物であり、過酷な条件に適しています。
名称の由来は、本来は超高圧でないと焼結しないSiCを、微粉末SiCに焼結補助剤を添加する事で、加圧する事無く高温で焼成し緻密化・焼結して作る為「常圧焼結SiC」です(Pressuerless Sintered SiC)。最も高機能なSiC耐火物であり、過酷な条件に適しています。
投稿者: suga
Si-SiC(反応焼結SiC)ヒーターチューブフランジ面 平面研磨加工
Si-SiC(反応焼結SiC)ヒーターチューブ・保護管で、雰囲気炉や真空炉で使用される場合にはフランジ部分のシール性が要求されます。下写真:チューブサイズφ119xL1400mm フランジ外径φ155mm
チューブ本体が大きく長い為、今まではフランジ部の平面研磨は容易ではありませんでしたが、それが可能になりました。
 本部位はエラストマーOリング使用のため、表面粗さRa 1.5 以下の研磨仕上げで管理し(研磨仕上げ=放射状研磨痕/あやめ模様有り)、十分な気密性を確保できます。
本部位はエラストマーOリング使用のため、表面粗さRa 1.5 以下の研磨仕上げで管理し(研磨仕上げ=放射状研磨痕/あやめ模様有り)、十分な気密性を確保できます。
Si-SiC(反応焼結SiC)ラジアントチューブバーナー内筒管
セラミック製のラジアントチューブバーナーで耐久性が有りつつ比較的安価なのがSi-SiC(反応焼結SiC)です。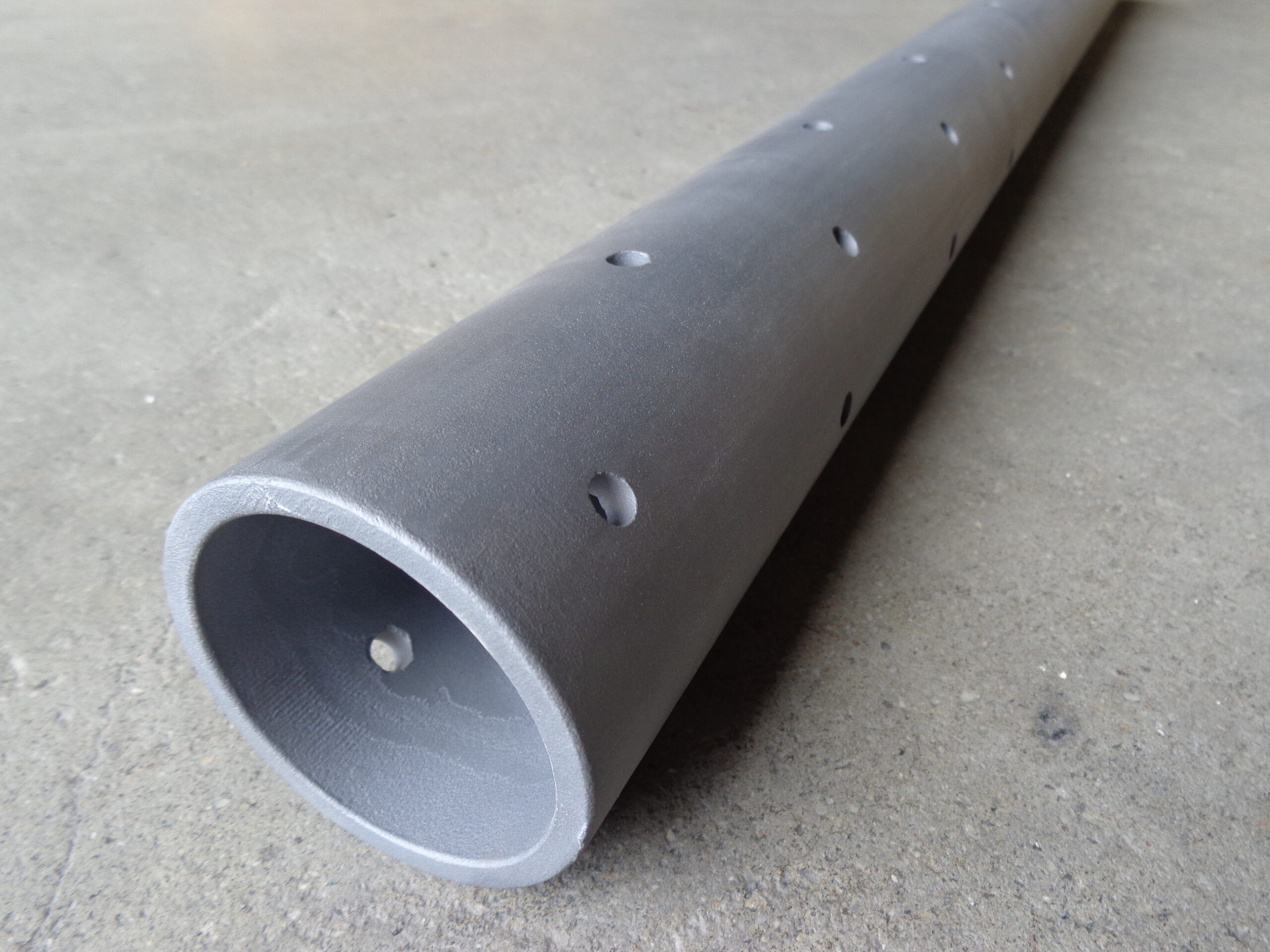 シングルエンドのラジアントチューブバーナー/Radiant Tube Burner は内筒管/inner tubeと外筒管/outer tubeで構成されていますが、内筒管は外筒管に比べてヒートショックが小さい為、Si-SiCで問題なく使えます。Si-SiCの最高使用温度は1,350℃ですので、金属製では劣化が早く、その問題を改善したいという場合はSi-SiC(反応焼結SiC)製が対策品となります。
シングルエンドのラジアントチューブバーナー/Radiant Tube Burner は内筒管/inner tubeと外筒管/outer tubeで構成されていますが、内筒管は外筒管に比べてヒートショックが小さい為、Si-SiCで問題なく使えます。Si-SiCの最高使用温度は1,350℃ですので、金属製では劣化が早く、その問題を改善したいという場合はSi-SiC(反応焼結SiC)製が対策品となります。
炉内SiC棚板の温度分布と熱応力分布・スリット有無での比較(昇温時)
前回に引き続き、今回は昇温時の解析です。炉内昇温時のSiC棚板の温度分布と熱応力分布のシュミレーションを用い、SiC棚板スリット有・スリット無の比較をしてみました。
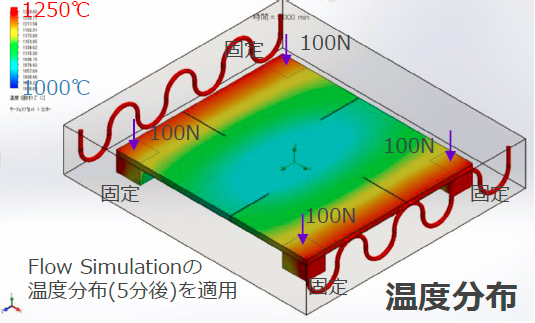
<条件> 断熱材で囲まれた箱内に以下を設置
- SiC棚板
- ムライト支柱
- 1,600℃のヒーター
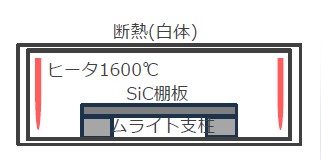
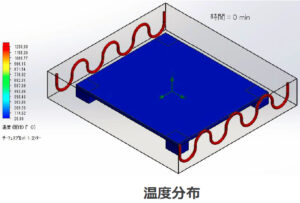 初期温度:20℃
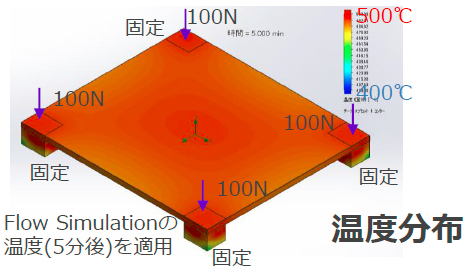
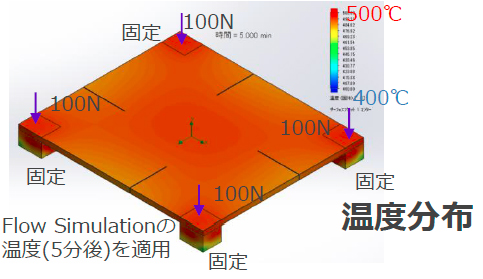
初期温度:20℃- 加熱:空気による対流とヒーターの放射によりSiC棚板と支柱を輻射加熱
- 解析対象:加熱5分後の温度分布を基に、棚板に発生する熱応力を解析
注)実際の炉ではヒーターは徐々に加熱されるのでスタートから1,600℃というのはあり得ないですが、今回は解析の為に単純化した条件となっています。
1.スリット無しの場合
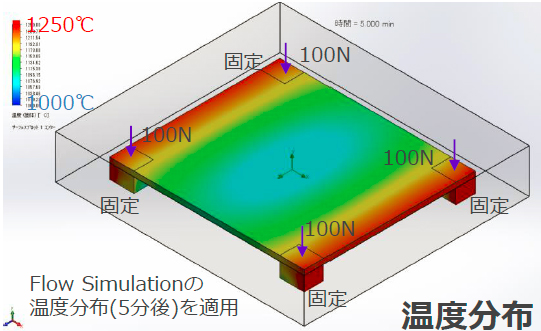
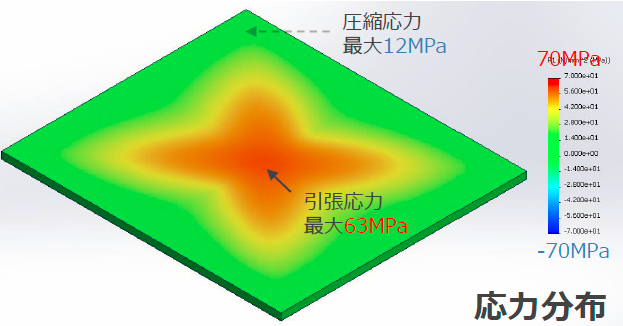
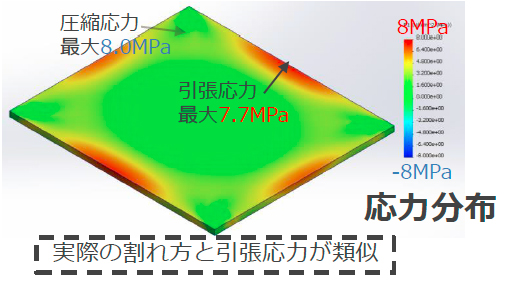
- 解析結果:SiC棚板の中央部分に引っ張り応力が発生。温度の高い周縁部先に膨張し、温度の低い中央部が引っ張られる状態を確認。
- コメント:例えばアルミナセッターでは、中央付近にだけクラックが発生する場合がありますが、この解析結果からその原因が昇温時の引っ張り応力である事が判ります。SiC棚板の場合は、その材質的特性から中央部付近だけが裂ける事はあまり無く、クラックは棚板辺の真ん中付近と中央付近を通る形で発生します。
2. スリット有りの場合
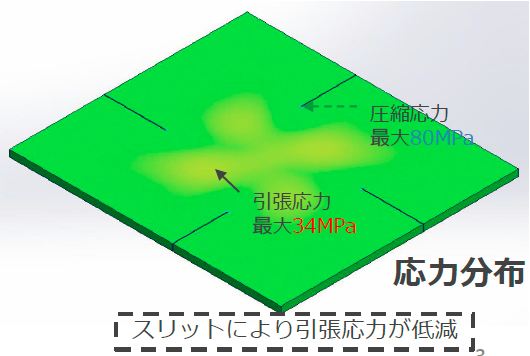
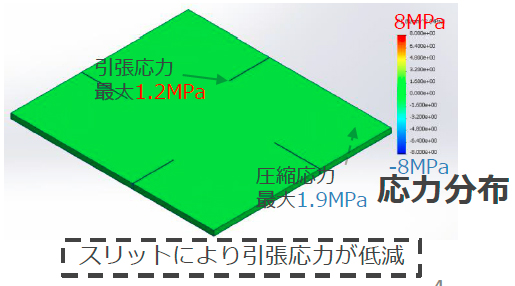
- 解析結果:温度分布はスリット無しの場合と同じですが、発生する応力は大幅に低減。
- コメント:周縁部が高温になっても、スリットにより引っ張り応力が低減している事が確認できましたので、SiC棚板のスリットは昇温時の割れ(昇温割れ)対策にも有効である事が示されました。
総括
SiC棚板のスリット有無による熱応力分布の違いが、降温時・昇温時共に可視化され、スリットの割れ防止効果が再確認できました。実際の炉の焼成では、棚板に様々な製品が積載され、加熱・冷却条件も多岐にわたり、スリットさえあれば棚板は割れないという事ではありませんが、単純化した今回の解析により、スリットの役割はご理解頂けたかと思います。
今回ご協力頂いた岐阜県セラミックス研究所のwebサイトはこちらからどうぞ。
炉内SiC棚板の温度分布と熱応力分布・スリット有無での比較(降温時)
炉内降温時のSiC棚板の温度分布と熱応力のシュミレーションを用い、SiC棚板スリット有・無しの比較をしてみました。
- 初期温度:1,300℃
- 冷却:空気温度20℃で自然放冷
- 解析対象:冷却開始5分後の温度分布を基に、棚板に発生する熱応力を解析
1.スリット無しの場合
- 解析結果:SiC棚板の各辺の中央部分に引っ張り応力が発生。周縁部が先に温度が下がり収縮し、温度の高い中央部はまだ膨張したままの為、周縁部が引っ張られる状態を確認。
- コメント:下写真の様に、「辺の中央部分=応力の一番大きい箇所」から割れているスリット無しのSiC棚板はよく見られます。
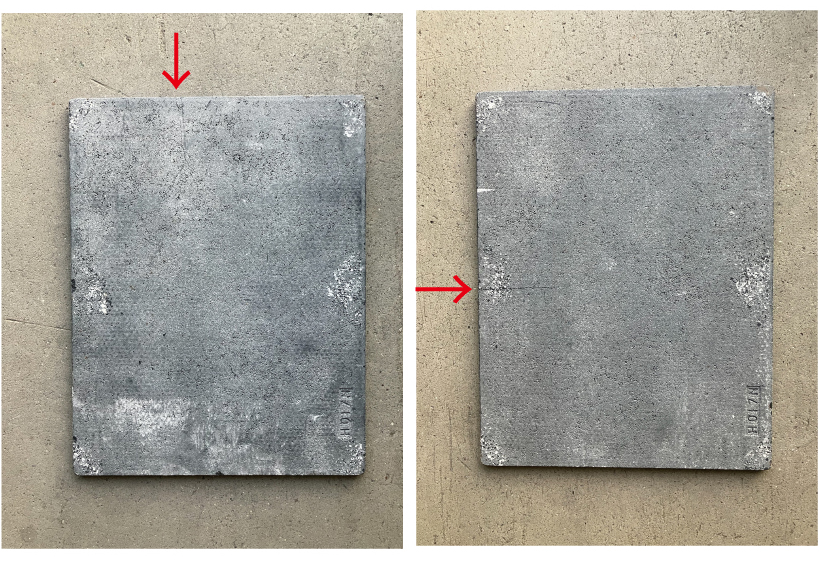 *写真のSiC棚板が降温時に割れた物である事は、写真撮影後に棚板を割り破断面の酸化状態を確認しています。降温時に割れた破断面は酸化せずにSiC結晶の光沢がある状態であり、昇温時に割れた破断面はSiC結晶の表面が酸化して艶消しになります。
*写真のSiC棚板が降温時に割れた物である事は、写真撮影後に棚板を割り破断面の酸化状態を確認しています。降温時に割れた破断面は酸化せずにSiC結晶の光沢がある状態であり、昇温時に割れた破断面はSiC結晶の表面が酸化して艶消しになります。
2.スリット有の場合
- 解析結果:温度分布はスリット無しの場合と同じですが、発生する応力は大幅に低減。
- コメント:周縁部の温度が先に下がっても、スリットにより周縁部の引っ張り応力が低減していることが確認できましたので、SiC棚板のスリットは降温時の割れ(いわゆる冷め割れ)対策に有効である事が示されました。
次回は昇温時の解析結果をご紹介致します。
Si-SiC(反応焼結SiC)ヒーターチューブ・保護管
Si-SiC(反応焼結SiC)のヒーターチューブ・保護管です。下写真のサイズは外径φ130(内径φ115)x 長さ1,405mm、フランジ部φ160 x 10tです。

全く新しい成形方法の確立により、フランジ部分も正確な寸法でチューブ本体との一体成型が比較的簡単に可能となりましたので、フランジ接合部からの亀裂破損のリスクが大きく軽減されます。

Si-SiC(反応焼結SiC)ですので最高使用温度は1,350℃までです。
アルミナ・ムライト製ピン・ロッド
押し出し成形品アルミナ・ムライト製ピン・ロッドのご紹介です。
下の写真はアルミナ99.5%ち密質(右側4本)とアルミナ80%(=ムライト)ポーラス質(左側4本)です。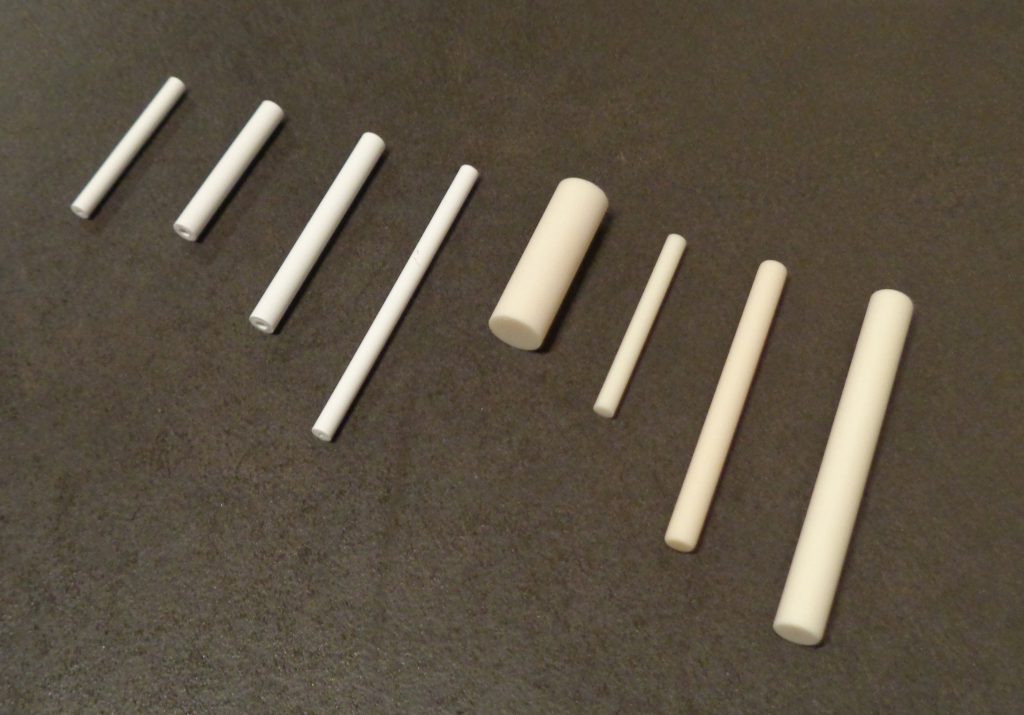
材質的には他にアルミナ96%、92%や、アルミナ50%前後の磁器質、コーディライト質、マグネシア質等が有ります。様々な太さ・穴サイズに既存の型で対応でき、また数量がまとまれば新たに金型を作成し対応も可能です。長さも押し出し成形品のカットで柔軟に対応でき、ち密質の場合は太さや材質にもよりますが最長約1,000mmまで製作可能です。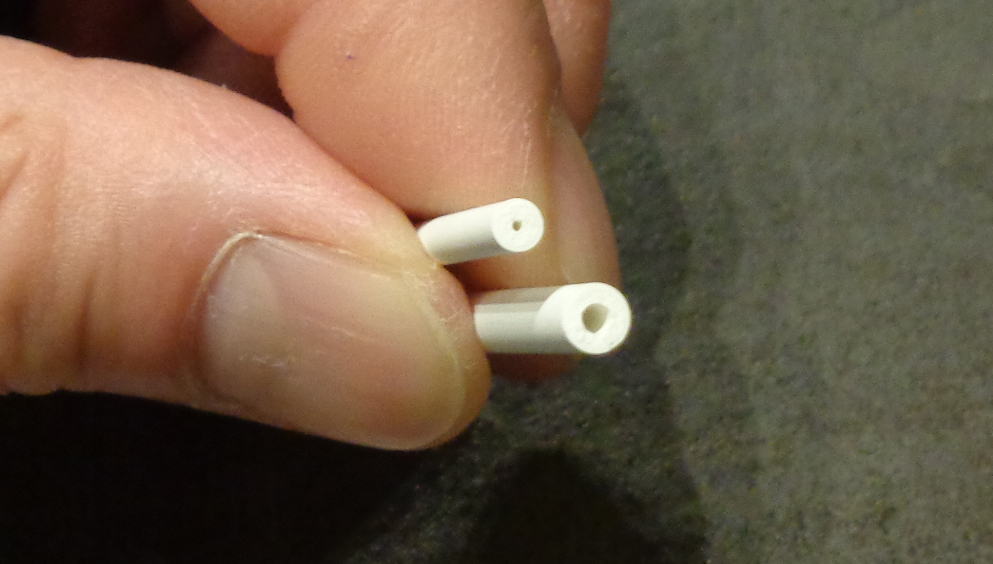
価格も比較的安くお出しできますので、是非お問合せ下さい。
再結晶SiC枠
SiC99%で、最高使用温度が1500℃弱と高いのが再結晶SiCの特徴です。
下の写真はその再結晶SiC製の枠で、サイズ520 x 520 x 100Hを4つ組み上げています。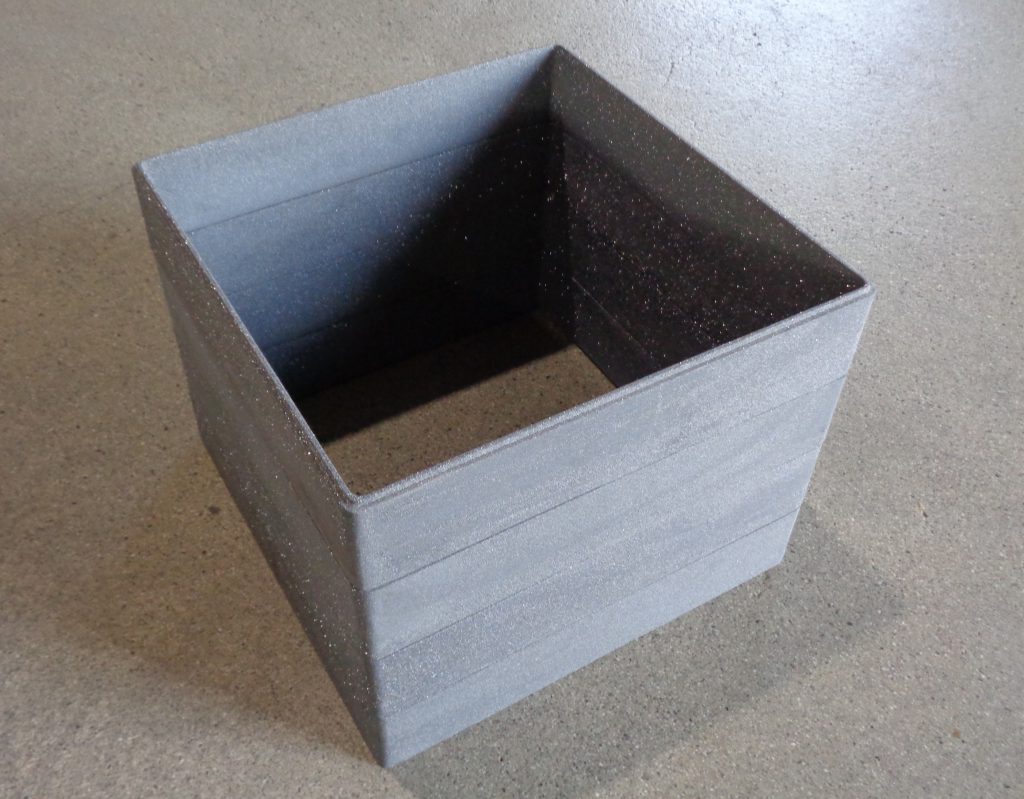
再結晶SiCは寸法精度を比較的出しやすく、このサヤも上下ではめ合わせ形状にし、組み上げた時にずれない様な設計にしています。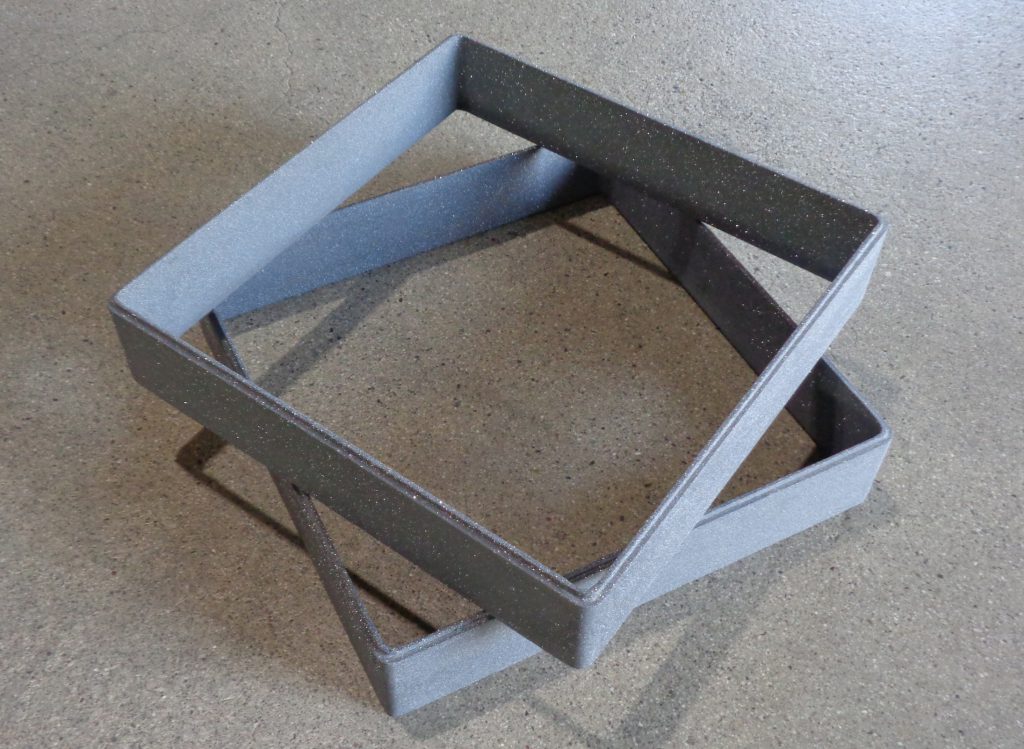
中国の陶磁器吊るし焼き
中国福建省徳化の工場での陶磁器の吊るし焼きの様子です。
Si-SiC(反応焼結SiC)ビームと細いSi-SiCロッドを使用して吊るしています。

因みに比較的大きなトンネル炉もSi-SiCビーム組台車です。
細いSi-SiCロッドの代わりにアルミナ製ロッドでも良いかと思います。
中国の陶磁器産地徳化の工場2
中国の陶磁器産地、福建省徳化の工場紹介続きです。焼成治具はSi-SiC(反応焼結SiC)製の支柱とビームが主流でこの点は日本よりも進んでいると言えるでしょう。
素焼窯の棚組
絵付け窯の棚組
本焼成の棚組
見てお判りの通り、ビーム組みにする事により、支柱の占めるスペースが最小限に抑えられ積載率が上がっています。
更にSi-SiC支柱に多数の穴が開いており細いSi-SiCビームを通す事で棚組の高さを細かく変えられる仕様にはなっていますが、実際の現場では製品高さに応じて棚組の高さを変えるところまでの作業はしていませんでした。