中国製SiC棚板の主な特徴として最後に挙げるのが鉄分の問題です。
下の写真は何回か焼成に使われた(まだ比較的新しい)中国製SiC棚板です。


鉄分の茶色がひどく、コーティング層をも突き抜けたりしており、これでは焼成製品に鉄の茶色が色移りしてしまいます。
SiCの原料は精錬されたインゴットを粉砕して作られますが、SiC原料製造の品質管理の段階で既に鉄分の多い原料が作られるケースが多く、原料価格は安いのですが品質も価格相応です。またSiC棚板製造メーカーにおいても管理やノウハウのレベルが高くない場合はSiC棚板に鉄分がさらに混入してしまいます。
以上3回に渡って見てきた中国製SiC棚板の問題点ですが、これら以外にも新品時から既に棚板が曲がっていたり、使用して半年くらいで棚板が曲がり出したり、白っぽくなる酸化膨張が早かったり、表面にバリがあり平面でなかったり等々、色々なケースがある様です。

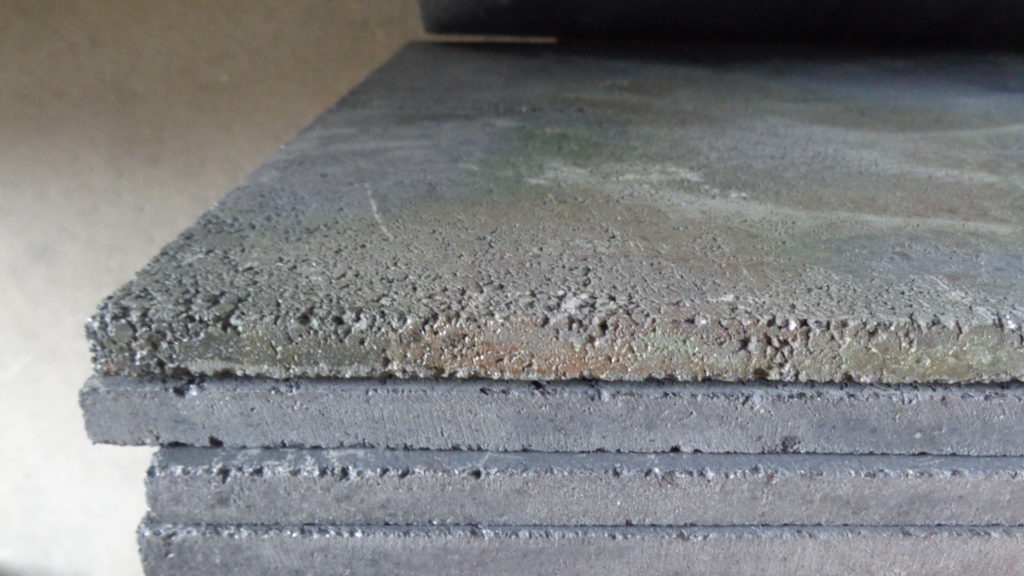 この手のSiC棚板はプレス成形で作られますが、見て判る通り同じ板でも密になっている部分となっていない部分の差が激しく、また板によっても違いが大きいです。
この手のSiC棚板はプレス成形で作られますが、見て判る通り同じ板でも密になっている部分となっていない部分の差が激しく、また板によっても違いが大きいです。 こうなると、棚板輸送中でもどんどんコーティングが取れてしまうという事になります。因みにこの板は焼成後でもコーティングの固着が弱くどんどん取れていってしまう状態でした。
こうなると、棚板輸送中でもどんどんコーティングが取れてしまうという事になります。因みにこの板は焼成後でもコーティングの固着が弱くどんどん取れていってしまう状態でした。


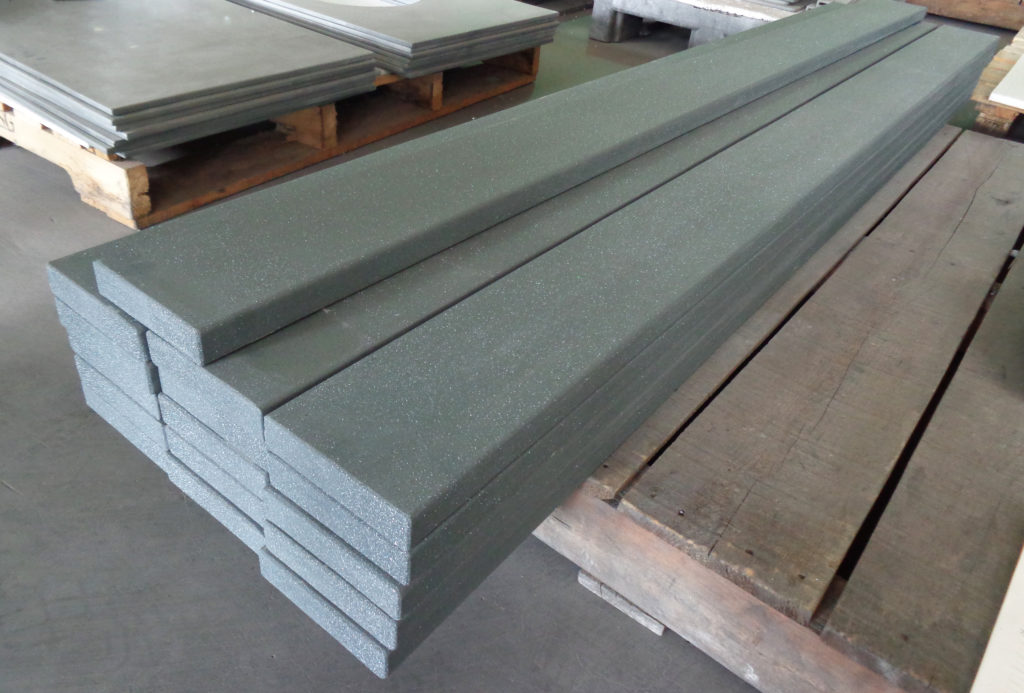
 見た目は金属のようにキラキラしていますが、これは含浸しきれなかった金属シリコンが表面に付着しているためです。この後サンドブラストで表面の余分な金属シリコンを削り取り、つや消しグレーのいつものSi-SiC耐火物の表面状態になります。
見た目は金属のようにキラキラしていますが、これは含浸しきれなかった金属シリコンが表面に付着しているためです。この後サンドブラストで表面の余分な金属シリコンを削り取り、つや消しグレーのいつものSi-SiC耐火物の表面状態になります。